![]()
![]()

In coordinate measuring machine (CMM) operations, accuracy does not depend solely on the machine itself. Probes, styli, software settings, and reference artifacts all play a critical role in ensuring reliable measurement results. Among these supporting elements, the reference sphere—often called a master ball—serves as a fundamental standard for probe calibration and system verification.
A reference sphere provides a known, highly accurate spherical geometry that allows the CMM to evaluate probe behavior, compensate for systematic errors, and maintain measurement consistency. Without a properly calibrated reference sphere, even a high-performance CMM may produce unreliable results.
This article explains what a CMM reference sphere is, why its calibration is essential, and how it is used in practical measurement workflows. By understanding the role of the reference sphere, manufacturers can improve measurement reliability and maintain confidence in dimensional inspection results.
A CMM reference sphere is a precision-manufactured spherical artifact with a certified diameter and form accuracy. It is typically made from materials such as ceramic, tungsten carbide, or steel, chosen for their dimensional stability and wear resistance.
The primary purpose of the reference sphere is to provide a known geometric standard for calibrating probes and verifying measurement performance. Because a sphere has a simple and mathematically ideal shape, it is well suited for evaluating probe contact behavior from multiple directions.
Reference spheres are commonly used during probe qualification, stylus calibration, and periodic system checks. By measuring the sphere and comparing the results to its certified values, the CMM software can calculate compensation parameters that improve overall measurement accuracy.
Accurate measurement begins with trustworthy reference data. The reference sphere acts as the foundation for probe calibration, which directly influences how measurement points are interpreted by the CMM.
If the reference sphere is not calibrated or its certification is outdated, probe qualification may introduce systematic errors. These errors can propagate through measurement routines, leading to incorrect feature evaluations and reduced confidence in inspection results.
Over time, reference spheres may experience wear, contamination, or accidental damage. Even minor surface imperfections can affect probe contact behavior and measurement repeatability.
Regular calibration and inspection of the reference sphere help detect such issues early. By maintaining the integrity of the reference sphere, manufacturers can prevent gradual accuracy degradation and maintain stable measurement performance.
The reference sphere plays a central role in probe calibration and system verification. Although specific procedures vary by CMM manufacturer and software, the general workflow follows a consistent structure.
Before measurement, the reference sphere must be clean and free from dust, oil, or debris. Contaminants on the sphere’s surface can distort probing results and affect calculated parameters.
The sphere is typically mounted on a dedicated holder or fixture that ensures stable positioning. Its location within the measurement volume should be chosen to minimize environmental influences and allow consistent probing access.
During measurement, the CMM probes the sphere at multiple points distributed across its surface. These points capture the three-dimensional geometry of the sphere and provide data for evaluating probe behavior.
The number and distribution of measurement points are critical. Adequate coverage ensures that the calculated sphere center and diameter accurately represent the true geometry.
After measurement, the CMM software calculates the sphere’s diameter and center position based on the collected data. These values are compared to the certified reference data.
Any deviations are used to generate compensation parameters that correct probe offsets, stylus length errors, and directional sensitivity. This calibration process ensures that subsequent measurements reflect the true geometry of measured parts rather than probe-related inaccuracies.
The reference sphere is a small but essential component of accurate CMM measurement. By providing a known and stable geometric standard, it enables reliable probe calibration and supports consistent measurement results.
Proper calibration, careful handling, and thoughtful use of the reference sphere help ensure that the CMM operates at its intended performance level. As measurement requirements become more demanding, attention to foundational elements such as the reference sphere remains a key aspect of effective dimensional inspection.
By understanding and applying best practices for reference sphere usage, manufacturers can maintain confidence in their measurement processes and support high-quality production outcomes.

Source: KEYENCE Website(https://www.keyence.com/products/measure-sys/cmm/xm/index_pr.jsp)
This CMM has a caliper-like feel, enabling even beginners to perform high-precision measurements. It can be carried without the need for temperature control, allowing for immediate measurements at any desired location and time. As it doesn't require a large installation space, it's a CMM with a low entry barrier.
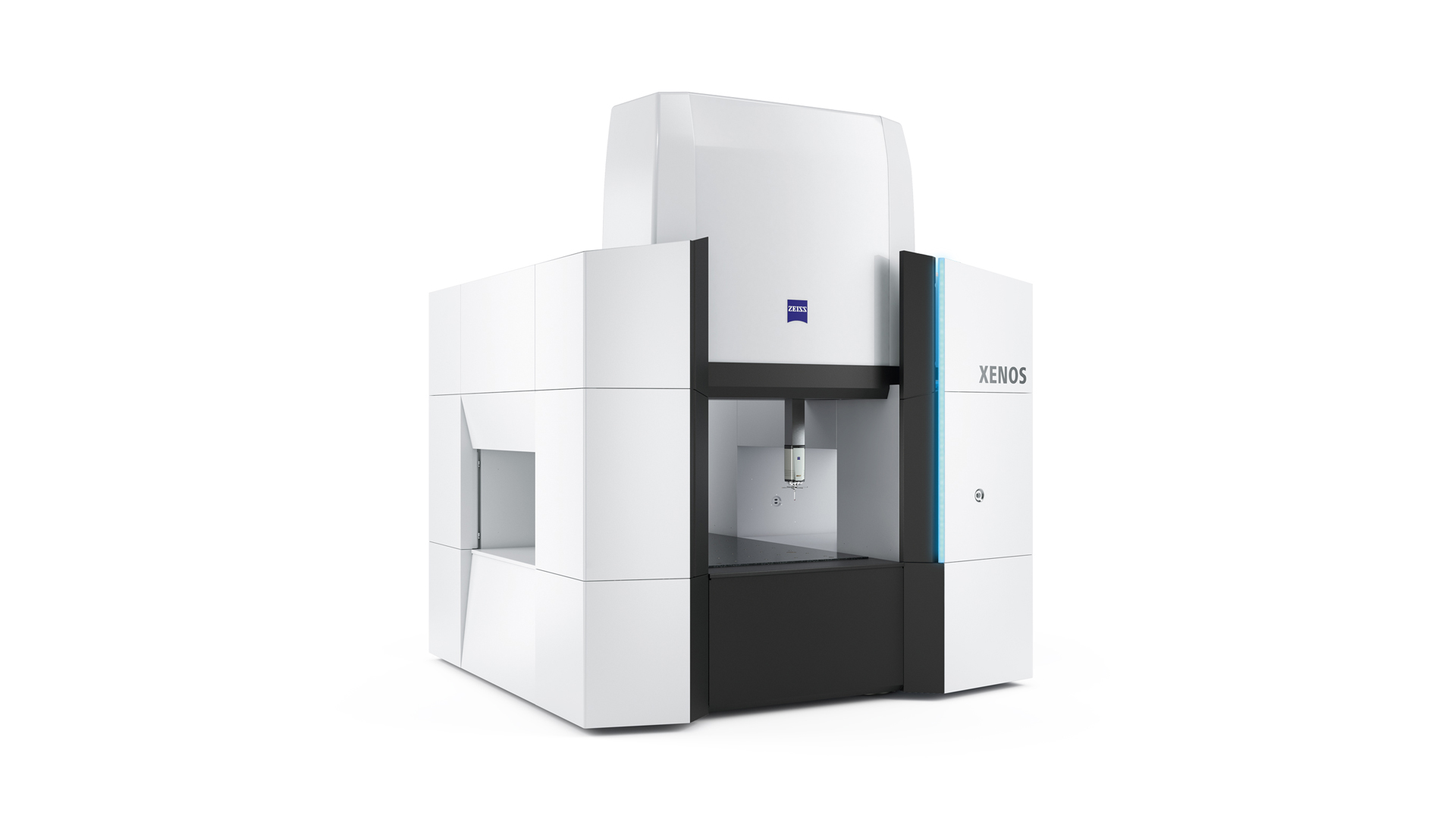
Source: Carl Zeiss Website(https://www.zeiss.com/metrology/products/systems/cmm.html)
Utilizing linear drive on all axes, this CMM boasts high precision with a maximum permissible length measurement error of 0.3+L/1000μm, repeatability of ±0.2μm, and resolution of 0.001μm. The reduced occurrence of errors allows for a decrease in the need for remeasurement.

Source: Mitutoyo Website(https://www.mitutoyo.com/products/coordinate-measuring-machines/)
A CNC CMM that was first developed in 1976.
It features applications that respond to the demand for "Smart Factories" by allowing monitoring of operational status and maintenance management of the machine through the network.
Reasons for Selection


